阀门研磨机的研磨方法
作者: 2014年10月29日 来源: 浏览量:
字号:T | T
使用阀门研磨机研磨方式为: 一、先用磨平面截止门阀座研磨方式研磨阀座平面,采用全树脂进口粗砂布,直至密封斜面上冲刷等沟痕消失获将近消失;
 |
使用阀门研磨机研磨方式为:
一、先用磨平面截止门阀座研磨方式研磨阀座平面,采用全树脂进口粗砂布,直至密封斜面上冲刷等沟痕消失获将近消失;
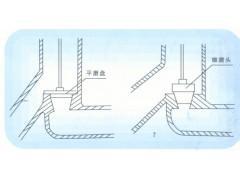
二、再用“同样角度大小一致”的锥磨头,采用“直杆定心”,120-240# SiC砂纸,轻施压力缓慢研磨,直至用反光观察,密封斜面宽度为通径的5-10%左右为宜(DN≥50以上锥阀,密封斜面宽度在2.5-4.0mm之间,同等条件下,通径越大,宽度适当加大,但越宽使用寿命越短,越易因关闭时挤压固体颗粒而损坏)。
三、研磨好阀座后,阀头按同样角度上车床精加工,同轴度应小于◎0.015,圆度小于○0.005,避免椭圆误差,最后工序用400# SiC砂纸抛光即可。一般情况下阀座、阀头在定心夹持合适稳定的条件下(需根据阀座内孔现场加工合适定心套)才可对研,对研建议用800-1000#粒度研磨膏,以研出环状(亮)线为准,不得出现配合摆动,否则前功尽弃。
全球化工设备网(http://www.chemsb.com )友情提醒,转载请务必注明来源:全球化工设备网!违者必究.
相关技术
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062