资深铸钢厂家为您讲述栓球节点加工工艺
作者: 2016年02月24日 来源: 浏览量:
字号:T | T
螺栓球节点由螺栓、钢球、销子(或螺钉)、套筒和锥头或封板等零件组成,适用于连接钢管杆件。 1.螺栓球节点制作工艺流程 螺栓求节点制作工艺方法 圆钢下料:求节点材质要求45#,材料主要为圆钢;圆钢下料采取锯床机
 |
螺栓球节点由螺栓、钢球、销子(或螺钉)、套筒和锥头或封板等零件组成,适用于连接钢管杆件。
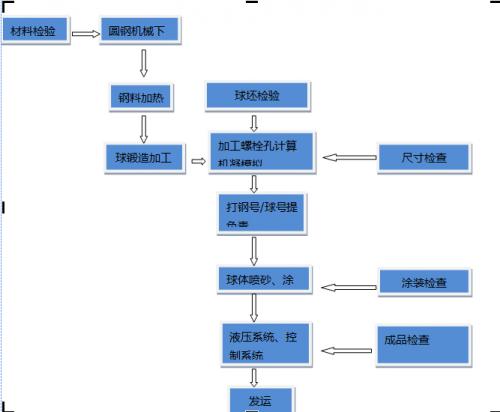
1. 螺栓球节点制作工艺流程
圆钢下料:求节点材质要求45#,材料主要为圆钢;圆钢下料采取锯床机械锯割。
钢球初压:首先将圆钢在加热炉中加热至1150℃~1200℃;初锻采取高速蒸汽冲床或油压机+专用成型模具。
球体锻造:球体锻造采取高速蒸汽冲床,配合专用成型模具;锻造温度应该控制在800~850℃;锻造时球体表面部分微裂纹,同时锻造后球体表面应均匀顺滑。
劈面/工艺孔加工:在专用车床上首先劈出工艺孔平面,然后在该平面上钻出工艺孔;以工艺孔为基准进行球体的装夹(配置专用夹具)。
螺栓孔加工:先采用钻头钻出螺栓孔,然后换成丝锥进行内螺纹的专制;内螺纹丝锥公差应符合国家标准《丝锥螺纹公差》GB968中的H4级。
标记:检查螺栓球标记是否齐全;螺栓球印记要打在基准孔平面上,要有球号、螺纹孔加工工号等;自己清晰可辨。
除锈:除锈等级需要达到设计要求的Sa2.5级。
油漆涂装:球体表面油漆主要用喷涂法;涂装的厚度由于湿膜测厚仪控制并符合设计要求,涂装时应注意避免油漆进入螺纹孔内。
全球化工设备网(http://www.chemsb.com )友情提醒,转载请务必注明来源:全球化工设备网!违者必究.
标签:
相关技术
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐技术