污水处理技术篇:阳极氧化废水处理及中水回用工程实践
阳极氧化技术作为电镀行业表面处理中常见且主要的技术,在电镀行业中应用广泛。通常,金属构件如铝件等,为了具有更好的表面特性及光泽度,大部分都需经过阳极氧化处理工序,在其表面覆盖一层致密且具有一定光泽度的金属氧化物薄膜,如镍膜等。在阳极氧化过程中,通常将待镀的金属如镍等作为阳极,而将被镀的金属构件如铝件等作为阴极,利用电化学法使处于阳极的待镀金属失去电子成为镍离子后,在电场作用下覆盖到被镀的金属构件上,从而完成对被镀金属构件的电镀过程。
通常情况下,在阳极氧化工序之前需要对金属构件利用酸碱进行除油,在阳极氧化之后,则需要对镀件金属构件进行表面封孔处理。目前,大多数的电镀企业多采用醋酸镍作为封孔剂。在此过程中,企业会产生大量的除油废水、酸碱废水及含镍废水等。这些废水中含有国家严格控制的一类污染物镍,因此必须要经过妥善处理后才能排放。
案例介绍
南通某科技有限公司在生产过程会产生一定量的阳极废水,废水中主要含酸碱、磷酸盐、油脂及封孔工段微量镍金属离子等污染成分。受企业委托,对该企业的废水处理进行了设计及调试工作。
1、项目概况
该企业废水可以分为含镍废水与酸碱含油废水两种。其中含镍废水主要来自封孔镍废水,排放量为30m3/d,主要污染物为Ni2+,其质量浓度为3~25mg/L,pH为6~8;酸碱含油废水主要来自前处理阳极废水,排放量为390m3/d,主要污染物为酸碱、COD、TP、SS、表面活性剂及油脂等,该废水的COD为200~400mg/L,pH为2~5,SS为150~220mg/L,TP为50~350mg/L,石油类质量浓度在80~150mg/L。含油废水中的油脂主要为企业使用的机械油、切削油等。
该企业废水经过处理后,要求废水排放指标稳定达到国家《污水综合排放标准》(GB8978—1996)二级排放标准,即pH为6~9,COD≤100mg/L,SS≤70mg/L,石油类≤5mg/L,色度≤50mg/L,总镍达到《电镀污染物排放标准》(GB21900—2008)表2标准,即总镍≤0.5mg/L,实现约70%的出水回用,余下30%的出水接入市政污水管网到集中污水处理厂进行深度处理。
2、工艺流程
根据实际废水特征和处理要求,工程设计工艺分两步走,第一步,首先对封孔含镍废水及酸碱含油废水进行预处理,具体流程如图1所示。

对封孔含镍废水的处理主要是利用混凝化学法去除废水中大部分的二价镍离子,出水进入后续综合废水调节池。对酸碱含油废水,由于该废水中的油脂多与表面活性剂等混杂在一起,其相对密度小于1,在静态下可浮于水面上,因此,首先通过隔油池将废水中大部分的油脂类物质除去后,再进行后续的深度处理。
两种废水经预处理后,均进入后续的综合废水调节池进行深度处理,具体工艺流程如图2所示。
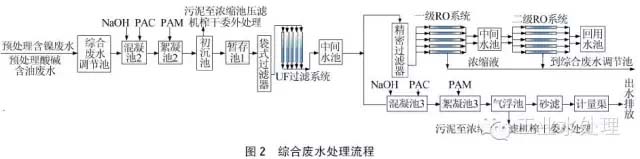
预处理后的废水在调节池经水质水量调节后,通过混凝及絮凝去除其中的大部分有机物,再经过过滤器和UF过滤系统后,出水分为两部分,其中约70%的废水经精密过滤器、两级反渗透系统处理后可实现中水回用。其余约30%的废水经过混凝、絮凝、气浮和砂滤后,达标排放。
标签:
相关技术
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
- 大港油田新型装置填补国内分层注水技术空白
- 齐二机床启动质量提升管理系列研讨会 共绘高质量发展蓝图
- 洛轴再次入选河南省创新龙头企业
- 中油测井改革举措为基层发展赋能
- 国家标准《压力管道规范 长输管道》正式发布
- 中通协2024年度重要产品技术鉴定工作回顾
- 永嘉3家企业入选2024年浙江省企业技术中心认定名单
- 百利二通中标中国华能集团有限公司2024-2026年电动执行装置及备件框架协议采购项目
- 辽河油田储气库群优化运行提升“冲峰”能力
- 整合多方资源优势 探索融合发展路径 西南油气田“天然气+”打造绿色增长极
- 第十七届上海国际化工装备博览会(CTEF2025)
- 沈鼓集团顺利通过国家智能制造能力成熟度三级评估