670t/h循环流化床锅炉脱硫系统改造及优化运行调整
摘要:江西分宜发电厂670t/h循环流化床锅炉为我国首台具有自主知识产权的200MW级循环流化床锅炉,型号HG-670/13.7-L˙PM19,由西安热工院设计、哈尔滨锅炉厂制造。该炉现有的喷钙加尾部增湿脱硫系统的运行极不稳定,存在较多问题如:SO2折算浓度瞬时峰值和小时均值频繁超标、SO2折算浓度小时均值存在漂零现象、运行中石灰石投放量大、尾部电除尘器前烟道下部氨水喷枪易被积灰堵塞喷嘴失效等。本文针对上述问题进行原因分析,并通过脱硫系统设备整治、运行优化调整等一系列措施,使得尾部增湿系统能退出运行保持备用,炉内喷钙系统能完全满足现行环保排放标准200mg/Nm³要求,脱硫系统运行的可靠性、经济性显著提高。
关键词:循环流化床锅炉;炉内脱硫;尾部增湿脱硫;优化运行调整
1前言
1.1锅炉概况
江西分宜发电厂670t/h循环流化床锅炉是我国首台具有自主知识产权的国产670t/h循环流化床锅炉,型号HG-670/13.7-L˙PM19,由西安热工院设计、哈尔滨锅炉厂制造。锅炉由7大部分组成,分别为:大锥段结构的炉膛、四个直径6.4米的高温绝热旋风分离器、非机械型单路自平衡式回料阀、对称布置的四台紧凑式分流回灰换热器(外置床)、尾部对流烟道、管式空气预热器、滚筒冷渣器,锅炉配有两只容积为700立方的钢制煤仓,布置四条给煤系统,采用两侧墙回料腿八点给煤方式,炉前煤仓里的煤经刮板给煤机输送至位于炉膛两侧墙的高、低温回料斜腿上的八个给煤口,与循环物料混合后送入燃烧室内燃烧。
1.2炉内喷钙加尾部增湿脱硫系统概况
1.2.1炉内喷钙系统:设计四套输送系统,两个容积为200立方的石灰石料仓,每两套输送系统共用一个料仓。每套输送系统设置两个入炉口,分为8个点将物料输入炉内,每个入炉点分别对应一个返料腿。入炉口交叉对称均匀分布于炉膛四周,使石灰石粉进入炉膛后迅速弥漫至整个炉膛与烟气充分混合,提高脱硫反应效率,减少单套系统故障时影响整体的脱硫效果。
1.2.2尾部增湿系统:系统设置一个容积80立方20%的氨水储存罐、一个容积11立方除盐水储存罐、一个容积31立方氨水缓冲罐,在氨水缓冲罐中由除盐水将20%的氨水稀释至2-5%的氨水溶液。电除尘器前的水平烟道及引风机后的烟道上各对应设一条主输送管道,氨水溶液由氨水输送泵送入主输送管道进入锅炉烟道喷射点,由分配箱分配至对应的喷枪,经喷枪雾化后的氨水溶液均匀在烟道中与烟气充分混合,与烟气中的SO2发生反应,从而去除烟气中的SO2,输送泵采用一运一备的形式。
1.3脱硫系统运行中出现的问题
炉内喷钙加尾部增湿脱硫系统自2014年12月投产以来,虽然各项保护、自动及联锁均能够投入,但仍存在以下问题:
a)SO2折算浓度小时均值频繁超标(5个月70次)。
b)SO2折算浓度瞬时峰值超标频次较高。
c)SO2折算浓度小时均值低于10mg/Nm³的漂零现象。
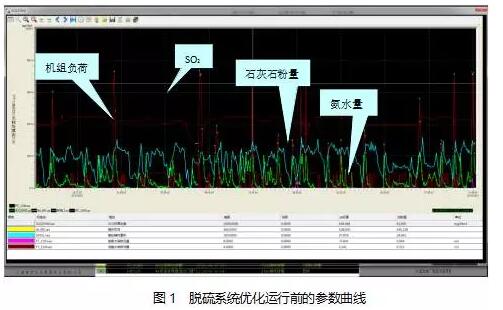
d)自动控制调节性能差,运行过程中石灰石投放量大,钙硫比高达5%,脱硫成本高。
e)尾部电除尘器前烟道下部氨水喷枪易被积灰堵塞喷嘴失效。
f)3.6尾部增湿系统压缩空气耗量大(28Nm³/min),导致输灰空气压机全部运行无备用空压机存在运行隐患,影响除尘单耗上升0.1%。

标签:
相关技术
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062