厌氧装备技术发展历程
作者: 2016年07月01日 来源: 浏览量:
字号:T | T
从厌氧技术诞生以来至今已经过了100多年的发展,期间共发生过两次高潮。第一次高潮是从20世纪50年代起,发达国家工业化和城市化进程加快,造成了严重的环境污染,此时科学家们开发了厌氧塘、普通厌氧消化池、厌氧接
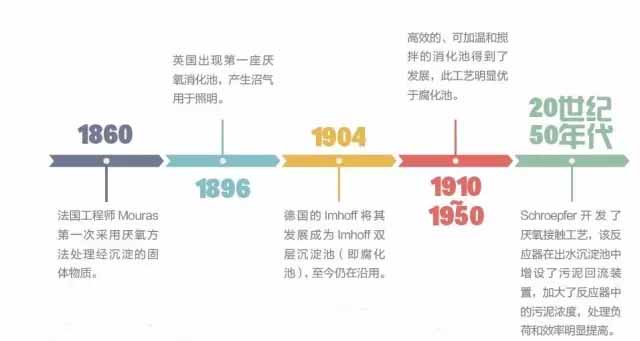
从厌氧技术诞生以来至今已经过了100多年的发展,期间共发生过两次高潮。第一次高潮是从20世纪50年代起,发达国家工业化和城市化进程加快,造成了严重的环境污染,此时科学家们开发了厌氧塘、普通厌氧消化池、厌氧接触工艺反应器即第一代厌氧反应器,并在世界范围内开始尝试应用厌氧生物技术。20世纪70年代,迎来了厌氧生物技术发展的第二个高潮。随着经济的快速发展,世界能源问题和环境污染问题越来越严重,科学家们开发了以UASB反应器(荷兰)为代表的第二代厌氧反应器,使得厌氧生物技术真正开始快速发展。而后在此基础上,一系列第三代更高效的厌氧反应器得以研发和应用。
第一代厌氧反应器的开发
上述的反应器均为第一代厌氧反应器。这些反应器的特点是厌氧微生物生长极其缓慢,世代时间长,反应器内无法分离水力停留时间和污泥停留时间,所以第一代反应器必须保持足够长的停留时间,一般消化工艺在中温环境下的停留时间至少为20-30天。
此时的低负荷需要较长停留时间的厌氧系统使业界许多人认为厌氧系统运行结果不理想,本质上还是不如好氧系统。
代表反应器
1、厌氧消化池(1896年发明,1910至1950年代升级)
(1)工艺流程
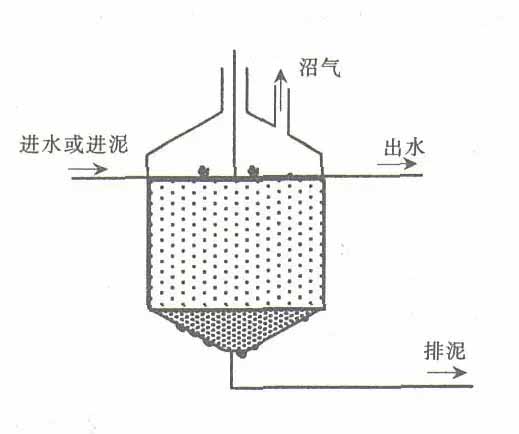
图1 厌氧消化池构造图
如图1所示,废水或污泥定期或连续进入消化池中,消化后的污泥和上清液分别从消化池底部和上部排出,所产生的沼气从顶部排出。普通厌氧消化池的池体高度一般为池径的1/2,池底呈圆锥形,以利排泥;池顶盖为半球形,以利收集沼气。为了使进泥或进水与厌氧污泥充分接触并使所产沼气及时逸出通常还设有搅拌装置,进行中温或高温消化时,还需要对消化液或进水进泥进行加热。
全球化工设备网(http://www.chemsb.com )友情提醒,转载请务必注明来源:全球化工设备网!违者必究.
标签:
相关技术
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062