中低浓度氨氮工业废水的处理方法
到目前为止,传统的中低浓度氨氮工业废水处理技术主要有吹脱法、化学沉淀法、折点氯化法、生物脱氮法、离子交换法、催化氧化法等,还有其他一些非常规的废水处理方法,如膜分离法、电化学氧化法、电渗析法、超声波法、微波法、土壤灌溉法、藻类养殖法等。
吹脱法
原理
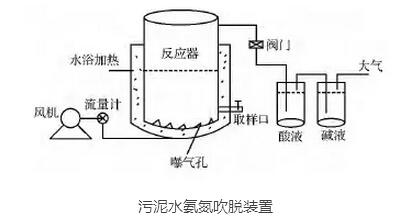
吹脱法是利用氨气(NH3)等挥发性物质的实际浓度与平衡浓度之间存在的差异,将废水pH调节至碱性,以空气或其他气体作为载气,通入汽提塔中,在气液两相中充分接触后,溶解于废水中的气体与NH3由液相穿过气液相界面进入气相,从而达到脱除废水中氨氮的目的。
工艺流程
其中,当以空气作为载气时,称为吹脱过程;而以水蒸气作为载气时,称为汽提过程。为了不造成NH3的二次污染,吹脱和汽提过程一般在塔式设备中进行。废水从塔顶往下流动,气体则从下往上逆向流动,在气液相之间NH3分压差的推动下,水中的NH4+不断以NH3的形式向气相转移,在塔顶设置NH3吸收装置,则水中的NH4+就可以进行回收再利用。
常温下,吹脱法主要应用于中低浓度氨氮废水的处理。因为这种方法易于操作,设备构造简单,方便管理。
汽提法主要应用于高浓度氨氮废水的处理。在去除氨氮的过程中,虽然汽提法比吹脱法能耗高、成本大,但其去除效率要高于吹脱法。
优缺点
优点:
吹脱汽提法具有去除效果好、工艺流程简单、易于操作等优点,且吹脱后的氨氮能以氨水或硫酸铵的形式进行回收,可以达到资源回收利用的目的。
缺点:
(1)如吹脱前需要加碱调节废水pH至11以上,吹脱后又需要加适量酸调节pH至9以下,酸碱消耗量大,增加处理成本;
(2)另外,对于成分复杂的工业废水,无论是吹脱还是汽提,在加碱吹脱过程中易出现沉淀,导致堵塔问题;
(3)同时,在吹脱过程中产生NH3如果不能得到处理和回收,进入空气中,易造成对大气环境的污染;再者在氨氮工业废水吹脱过程中,气体消耗量大,导致运行成本较高。
影响因素
影响吹脱效果的主要因素大小顺序为:pH>吹脱温度>气液比,在pH为11,温度为40℃时,气液比为5555.6∶1,吹脱时间为100min。
发展趋势
吹脱出的NH3用H2SO4吸收,形成(NH4)2SO4溶液,可作为浸取剂返回生产中使用或者用于生产(NH4)2SO4肥料,实现资源回收利用。一些研究表明,利用超重力、超声波等过程强化方法能增强氨氮吹脱效率,从而达到节能降耗的目的,这是今后一个新的发展趋势。
化学沉淀法
原理
化学沉淀法是在含有NH4+的废水中,投加一定比例的Mg2+和PO43–,使它们与NH4+反应生成稳定的磷酸铵镁(MgNH4PO4˙6H2O,又称MAP)化学沉淀,通过过滤沉降等手段分离出MAP沉淀[9]。其化学反应方程式如式所示:
Mg2++NH4++PO43–+6H2O→MgNH4PO4˙6H2O↓
利用化学沉淀法对某养猪场废水进行氨氮去除研究时发现,当进水氨氮浓度为756mg/L、反应pH为9.5、n(Mg2+)∶n(NH4+)∶n(PO43–)为1.2∶1∶1、反应10min后,氨氮去除率达到95%以上。采用化学沉淀法从人的尿液中回收营养物质的研究发现,可回收65%~80%的氨。
优缺点
利用化学沉淀法对垃圾渗滤液进行氨氮去除的研究发现,在pH为10,接触时间为30min,Mg/N/P的物质的量比为1∶1∶1,垃圾滤液中的NH4+-N浓度为610~640mg/L时,NH4+-N的去除率达88%左右。
优点:
化学沉淀法处理氨氮废水具有工艺简单、反应速率快、操作简便的优点,且生成的沉淀物磷酸铵镁可以作为一种优质的缓释氮磷肥料,能被用作土壤添加剂和建筑阻燃剂,从而达到废物回收再利用的目的。
缺点:
(1)由于该化学反应影响因素多,如废水pH、镁盐和磷酸盐的配比、反应时间等都有可能导致氨氮不能完全沉淀;
(2)适合处理高浓度氨氮废水,对低浓度氨氮废水处理效率不高;
(3) 处理过程中需要投放加大量镁盐和磷酸盐,使得处理成本加大,同时容易造成二次污染。
折点氯化法
原理
折点氯化法是处理低浓度氨氮废水中常用的一种工艺,其原理是向废水中通入足量氯气或投加次氯酸钠,利用氯气/次氯酸钠的氧化作用使水中的氨氮转化成无害的氮气。随着氯气通入量达到某一点时,水中游离的氯含量昀低,此时NH4+的浓度降为零,当氯气的投入量超过该点时,水中的游离氯又会增加,因此,该点称为折点。该状态下氯化称为折点氯化。该法去除氨氮的反应如化学方程式所示:
2NH4++3HOCl→N2↑+5H++3Cl–+3H2O
采用折点氯化法处理稀土冶炼废水中NH4+-N,结果发现进水氨氮浓286mg/L、pH为7、Cl–与NH4+质量浓度比为7∶1、反应时间10~15min时,水中NH4+-N去除率达98%。
优缺点
优点:
折点氯化法处理氨氮废水具有反应速率快、脱氮效果稳定、不受水温影响、投资成本小、操作简便、同时拥有消毒作用等优点。
缺点:
但也存在一些突出问题:氯气与水中氨氮作用产生氯胺等会造成二次污染;氯气消耗量大,且液氯的安全使用和存储成本较高;对水质的pH要求苛刻,产生的酸性废水还需要碱性物质进行中和才能达标排放等,从而增加了处理氨氮废水的运行成本。
生物脱氮法
原理
生物脱氮法是目前实际操作中常用的处理方法,适合处理中低浓度的含氮废水。传统生物法是在各种微生物作用下,经过硝化、反硝化等一系列反应将废水中的氨氮转化为氮气,从而达到废水治理的目的。
工艺
传统生物法要经过两个阶段:第一阶段为硝化过程,在有氧条件下硝化菌将氨转化为亚硝酸盐和硝酸盐;第二阶段为反硝化过程,在无氧或低氧条件下,反硝化细菌将污水中硝酸盐和亚硝酸盐转化为氮气。
影响因素
影响生物脱氮技术的主要因素有:pH、温度、溶解氧、有机碳源等。
物化-水解酸化-A/O(缺氧好氧)组合法
采用物化-水解酸化-A/O(缺氧好氧)组合法处理焦化废水,工程实践表明,该工艺运行稳定且处理效果好,出水水质满足《污水综合排放标准》(GB8978—1996)规定中的二级标准。
优点:
传统生物法处理氨氮废水具有效果稳定、操作简单、不产生二次污染、成本较低等优点。
缺点:
但该法也存在缺点,如当废水中C/N值较低时必须补充碳源,低温时处理效率低且耗时长、占地面积大、需氧量大,有些有害物质如重金属离子等对微生物有抑制作用,需在进行生物法之前去除。
采用涂铁污泥处理中低浓度氨氮废水,研究结果表明:室温时经0.15mol/L的氯化铁溶液改性的涂铁污泥用量5g/L,pH为9,反应40min即可达到氨氮去除率95%以上,且该吸附反应符合拟二级速率方程。将此工艺条件用于处理氨氮浓度为102.68mg/L、COD为362mg/L的实际工业废水,处理后滤液中氨氮浓度为9.2mg/L、COD为83mg/L,达到《污水综合排放标准》(GB8978—1996)一级标准(NH4+浓度<15mg/L和COD<100mg/L)。
短程硝化的过程不经历硝酸盐阶段,节约生物脱氮所需碳源。对于低C/N值的氨氮废水具有一定的优势。短程硝化反硝化具有污泥量少,反应时间短,节约反应器体积等优点。但短程硝化反硝化要求稳定、持久的亚硝酸盐积累,因此如何有效抑制硝化细菌的活性成为关键。
ANAMMOX(厌氧氨氧化)工艺
ANAMMOX(厌氧氨氧化)工艺由荷兰Delft技术大学于1990年开发,是一种新型脱氮工艺,其原理为:在厌氧条件下,以硝酸盐或亚硝酸盐为电子供体,将氨氮氧化成氮气。由于NO2–是一个关键的电子受体,所以ANAMMOX工艺也划归为亚硝酸型生物脱氮技术。由于参与厌氧氨氧化的细菌是自养菌,因此不需要添加有机物来维持反硝化。ANAMMOX工艺的优点是脱氮效率高,其污泥活性和反应器能力都远远高于活性污泥法中的硝化/反硝化;其缺点是氨氧化菌生长缓慢,污泥龄长。
离子交换法
原理
离子交换法去除水中氨氮的原理是利用离子交换剂上的可交换阳离子与水中的NH4+进行离子交换,这些交换剂必须对NH4+具有很强的选择吸附性、总比表面积大的特点,才能保证较好的氨氮去除率。离子交换系统一般由吸附柱和再生柱组成,交换剂装填入吸附柱中,废水通入吸附柱进行离子交换作用,水中的氨氮被置换下来,出水即达标排放。当离子交换柱穿透,出水浓度不能达到国家排放标准时,进入再生阶段,采用再生剂对树脂进行再生。
氨氮离子交换剂有沸石、膨润土、海泡石、粉煤灰和离子交换树脂等,工业应用中以沸石和离子交换树脂昀为常见。采用天然沸石去除污水中氨氮效果明显,成功将污水深度处理;用沸石和黏土类矿物进行吸附氨氮的试验,研究表明,当进水氨氮浓度低于100mg/L时,氨氮的去除率可达到60%以上。
研究了PUROLITEC150H树脂对氨氮的去除效果。实验结果表明:该树脂能够有效的去除废水中的氨氮。选用强酸性阳离子交换树脂,利用它的吸附和离子交换性能来处理焦化废水中的氨氮离子,静态实验和动态试验结果表明,该树脂对氨氮吸附能力较强。
优缺点
优点:
离子交换法主要用于处理中低浓度氨氮废水,具有设备简单、适应力强、建造简单、造价低等特点,能有效抵抗来自一些工艺处理中的水波动,因此被广泛应用。
缺点:
但由于离子交换剂的交换容量有限,需要频繁再生,且再生后氨氮去除效果逐渐降低,导致多次再生后离子交换剂必须更换;另外对氨氮的交换容量易受到废水中其他阳离子的影响,这些都限制了离子交换法的发展。
高级氧化技术
原理
高级氧化技术(advancedoxidationprocesses,AOP)定义为可产生大量的˙OH自由基过程,利用高活性自由基进攻大分子有机物并与之反应,从而破坏有机分子结构达到氧化去除有机物的目的,实现高效的氧化处理。催化氧化技术的研究核心是寻找性能优良、不易溶出和中毒的催化剂,使其能在工业废水处理中更好地发挥作用。
臭氧氧化法
臭氧技术常用于饮用水消毒和污水净化,由于臭氧制备技术日益成熟,相比传统的氯气消毒技术,它具有不产生二次污染,净化效果好,同时还具有良好的消毒和脱色效果。采用臭氧处理卤水中的氨氮,对卤素离子在氨氮去除中的影响进行试验。结果表明,I–与Cl–对氨氮的去除都无影响,并且在氨氮被氧化的过程中都会生成NO3–;而Br–参与了氨氮的转化反应,对氨氮的去除有积极影响,并且只会产生少量的NO3–。另外通过采用臭氧-生物活性炭工艺(O3-BAC)对污水处理厂二沉池出水进行深度处理,分析了该工艺对CODCr、氨氮和色度的处理效果。结果表明:处理后出水CODCr为26.7mg/L,氨氮为0.18mg/L,色度约5倍,效果良好。
光催化氧化法
光催化氧化技术(photocatalysis)是在反应过程中辅以紫外光照,使氧化剂H2O2、O3吸收光能迅速分解形成˙OH自由基,攻击水中有机物基团,使之分解。此技术催化剂利用效率较高,处理过程中不带入其他杂质。
催化湿式氧化法
催化湿式氧化技术(catalysiswetairoxidation,CWAO)是在传统的湿式氧化技术上发展起来的。是指有催化剂作用的情况下,在高温、高压的液相中,用氧气或空气作为氧化剂,氧化水中溶解态或悬浮态的有机物或还原态的无机物的一种处理方法。该技术主要用于高浓度难降解的有机废水、氨氮废水生化处理的预处理以及有毒有害工业废水。它包括均相催化氧化法和非均相催化氧化法。
均相催化氧化通常指气-液相氧化反应,习惯上称为液相氧化反应。虽然均相催化氧化的选择性高、反应器设备结构简单,但反应介质腐蚀严重,且催化剂回收难度大,从而制约了其应用和发展。目前研究较多的是非均相催化氧化,主要是指在反应体系中装入固体催化剂,以空气或氧气作催化剂将废水中众多的难降解物质完全氧化为CO2、H2O及N2,不需再进行后处理即可达标,从而达到净化的目的。该技术具有净化效率高、流程简单、占地面积小等特点。
影响催化湿式氧化法处理效果的因素有温度、氨氮浓度、pH、催化剂特性、反应时间、压力、搅拌强度等。对臭氧湿式氧化氨氮的降解过程进行了研究,在pH较低时,主要是臭氧分子直接氧化机制;当pH增大时,诱发产生一种氧化能力很强的˙OH自由基,主要是自由基氧化机制,氧化速率会显著加快,所以氨氮的臭氧湿式氧化降解应在碱性条件(pH为9~10)下进行。
超临界水氧化法
实际上超临界水氧化法是在超临界水状态下进行的催化湿式氧化法。它是把温度和压力升高到水的临界点以上时进行的催化氧化反应。其特点是反应迅速、效果好。1995年Austin建立商业性装置,处理长链有机物和氨,去除率达到99.99%,氨浓度低于1.3mg/L。但其主要问题是设备腐蚀较严重,需确定能完全消除污染物又腐蚀小的操作条件,另外其设备投资也较大。目前该技术在国内起步较晚,报道较少,虽然在国外出现了很多新的成果,但离实用化还有较大距离。
电催化氧化法
电催化氧化技术处理氨氮废水的原理可能有两种途径发生氨的氧化反应:
①氨的直接电氧化,即氨直接参与电极反应,被氧化成氮气脱除;②氨的间接电氧化,即通过电极反应,生成氧化性物质,该物质再与氨反应,使氨降解、脱除。用电催化氧化技术对化肥厂废水进行了研究,结果表明氨氮脱除效率除了与电流密度、电解时间、NH4+-N浓度、pH有关外,还与阳极、阴极、电极面积等因素有关。该法流程简单,但操作成本较高。
氨催化氧化分解所用的催化剂大多是贵金属或添加稀土元素的过渡金属,虽然其表现出较好的催化效果和稳定性,但是其昂贵的价格限制了它的工业应用。
注:以上内容选自《中低浓度氨氮工业废水处理技术》,文中各方法的工艺流程图均未在文章中体现,如需详细了解,请以书籍为主。
以上内容选自江西理工大学教授,博士生导师,西部矿业集团有限公司副总裁罗仙平所著的新书《中低浓度氨氮工业废水处理技术》。
标签:氨氮工业废水处理技术
相关技术
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
- 大港油田新型装置填补国内分层注水技术空白
- 齐二机床启动质量提升管理系列研讨会 共绘高质量发展蓝图
- 洛轴再次入选河南省创新龙头企业
- 中油测井改革举措为基层发展赋能
- 国家标准《压力管道规范 长输管道》正式发布
- 中通协2024年度重要产品技术鉴定工作回顾
- 永嘉3家企业入选2024年浙江省企业技术中心认定名单
- 百利二通中标中国华能集团有限公司2024-2026年电动执行装置及备件框架协议采购项目
- 辽河油田储气库群优化运行提升“冲峰”能力
- 整合多方资源优势 探索融合发展路径 西南油气田“天然气+”打造绿色增长极
- 第十七届上海国际化工装备博览会(CTEF2025)
- 沈鼓集团顺利通过国家智能制造能力成熟度三级评估